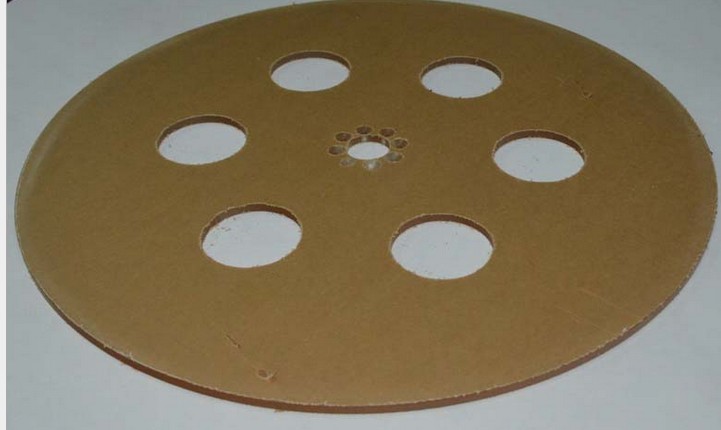
钻孔的注意事项
市面上可用的麻花钻(加工金属)在加工亚克力板之前必须要正确地打磨。
钻孔时请记住以下几点:
•当你开始钻时,要慢慢地小心地放置钻头。
•在钻头离开底面之前,要放慢进入的速度。这样做的目的是轻轻松松地把钻取下来(条件允许的可以在下面放一层木板)。
•用自来水冷却。工业上的阶梯钻头和圆锥钻头已经证明特别适合在原位使用手动钻。
阶梯钻头
这种单刃钻头不会留下任何颤动痕迹,并保证干净的圆柱孔。在随后的每一个钻井步骤中,孔同时倒角。
锥形麻花钻头
钻洞有点圆锥形,但在洞口处没有缺口。注意三边设计。
选择途径
钻洞有点圆锥形,但在洞口处没有缺口。注意三边设计
•只使用无污点,锋利的切边设计。
•刀轴必须插入夹头,夹头要足够深,以完全填满。
•工件必须始终牢牢地夹住。如果可能的话,先剪一个更大的工件,然后锯成更小的部分。始终引导工件与切割方向(反对路由)
•切一块亚克力板进行试切,并检查顶部模板路由器的设置。
提示
在使用之前,浇铸亚克力板表面有PE膜保护。PE膜必须留在透明的亚克力板材上。通常应留在板材上,直到加工完成为止。如果PE膜已不存在,需要加工的区域应该用胶带包裹覆盖。
锯切的注意事项
用于切割木材和金属的标准机器同样也适用于切割浇铸亚克力板材。无振动的高速切割机能够完整地切出边缘。
圆锯手锯和圆锯台锯
当切割亚克力板材时,圆锯手锯或圆锯台锯的刀片应只略微高于板材。
•0总是使用硬质合金锯片
•锯齿:梯形平滑锯齿或交错的锯齿
•锯齿间距:13毫米
•当锯片转动时,注意锯片与板材的接触
•确认切割的尺寸是准确的
•请勿倾斜板材
•固定好板材避免振动
•匀速切割板材
线锯
•只能使用直齿和2.5毫米齿距的锯片
•当线锯运作时请紧握工具
•鞋子紧贴在覆膜的板材上
•设置均匀的切割速度并调整行程动作为零
•选择平均进给速率
•用自来水冷却
•防止水溅在机械伤
|
留隙角 |
3°to 8° |
|
倾斜角 |
0°to 4° |
|
顶角 |
60°to 90° |
|
扭转角 |
12°to16°,usually 30° |
|
切割速度 |
10 to 60 m/min |
|
进给速度 |
0.1 to 0.3 mm/U |
提示
用清水彻底冷却,特别是在使用螺旋钻、圆锥钻头、截圆锯和线锯时。